
















EC焊接工艺使用
1. 简介
EC机器人在3.5版本中添加了机器人焊接工艺,仅支持弧焊Z字摆焊,只能通过模拟量控制焊机,现在最新版本3.18中已经加入Sin摆,三角摆,月牙,椭圆。一共可以配置16种焊接工艺。
2. 操作流程
2.1焊接功能开启
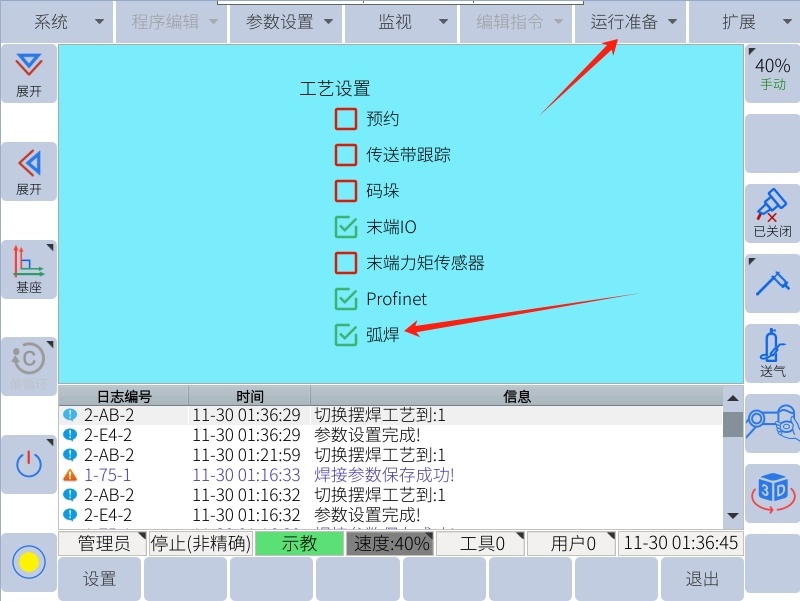
在运行准备里面勾选弧焊,然后重启机器人即可
2.2 参数配置
2.2.1 焊机配置
在扩展里面找到弧焊,进入焊机配置

进入焊机参数后可以看到如下设置
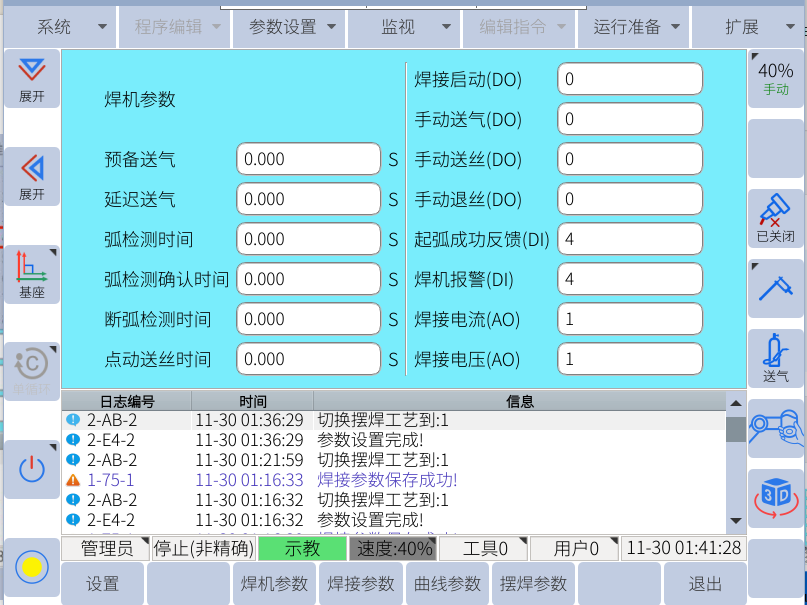
1.预备送气:在运行焊接指令时先打开送气,直到达到设定时间后开始起弧。
2.延迟送气:在焊接结束后,延迟设定时间关气。
3.弧检测时间:在焊接功能启动后,将在设定时间内检测起弧信号,若检测到该信号,则代表起弧成功,继续下一步,若超出时间,则默认起弧失败。
4.弧检测确认时间:用于设置系统检测到起弧成功信号的连续时间,当起弧成功的信号持续时,则认为起弧成功。(该值不能设置过大,刚起弧时,时间必须达到指定时间,才算起弧成功,程序才能向下运行。)
5.弧耗尽检测时间:用于设置系统检测到收弧信号,当系统在此时间内连续检测不到收弧信号,则表示熄弧成功。
2.2.2 焊接参数
这个可根据现场的工件按照最终实际效果设置
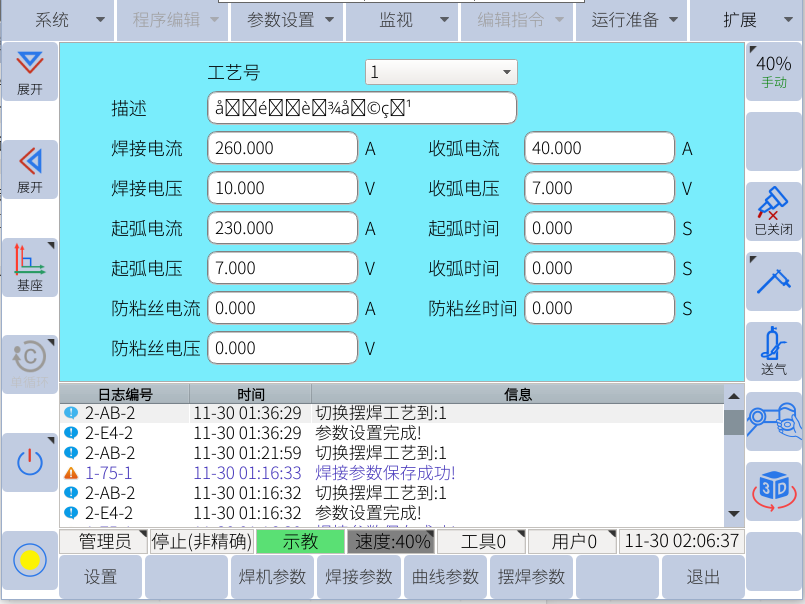
焊接参数可以设置8个工艺号,可针对不同的焊接位置选择不同的工艺号。
1.焊接电流(电压):正常焊接时设置的电流和电压值
2.起弧电流(电压):一般设置要大于正常焊接的电流电压值,电流大较容易起弧
3.防粘丝电流(电压):只有当在收弧点有焊丝粘连的情况下才需设置防粘丝电流和防粘丝电压,通常情况下,电流值为0,电压值比焊接时的值大。
4.收弧电流(电压):只有当收弧不饱满时才需设置这两个选项,通常情况下,收弧电流和收弧电压值比焊接时的值小。
5.起弧时间和收弧时间:用于设置起弧时电流和电压的保持时间。若这两个时间设置地过大,则会致使焊接的起始位置和结束位置处出现堆焊的情况,若时间设置地过小,则会致使焊接的起始位置和结束位置处出现焊坑的情况,可根据实际情况进行调整。
6.防粘丝时间:用于设置防粘丝电压和电流的保持时间。
2.2.3 曲线参数
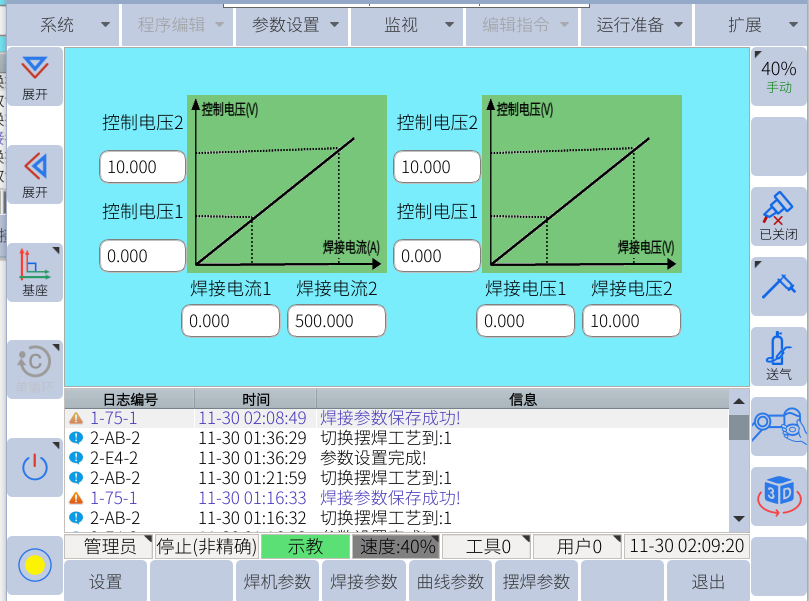
机器人模拟量端口是电压型(-10V~10V),机器人通过模拟量来控制焊机的电流电压,该控制电压和焊接电流电压会存在一个线性关系,可手动在模拟量输入值,然后查看下焊机实际值,分别输入控制电压和焊接电流。两组数据即可确定该线性关系。
注:曲线参数设置会直接影响焊接参数里的电流电压范围,即焊接电流范围:焊接电流1~焊接电流2
焊接电压范围:焊接电压1~焊接电压2
2.2.4摆焊设置
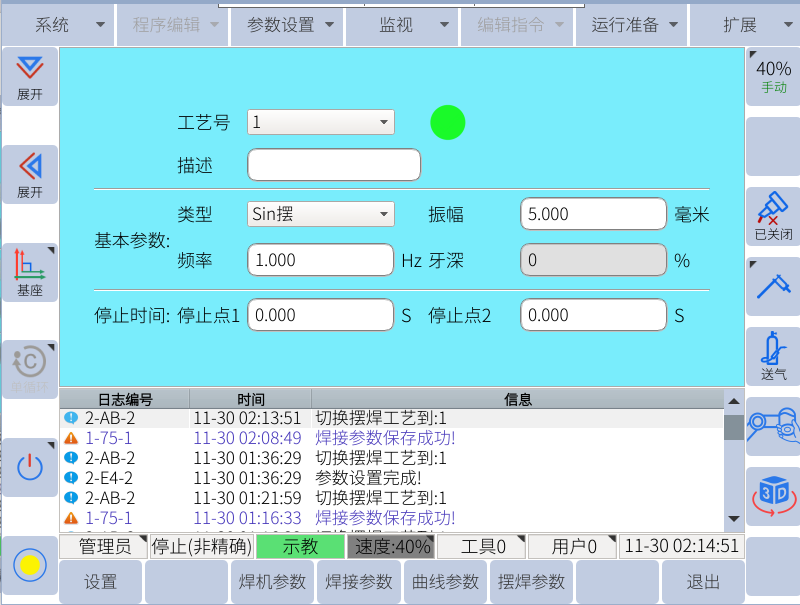
类型:目前摆焊的类型,支持Sin摆,三角摆,月牙摆,椭圆功能
振幅:摆焊的最高点与最低点之间的距离
频率:将Sin焊接从最高点至最低点,再由最低点返回至最高点称之为一个摆动周期,
频率表示1s内Sin焊接的周期个数(0-20Hz),例如:频率为4Hz表示机器人在1s内要做4个周期的Sin焊接动作。
停止时间:停止点1表示Sin摆焊接的最高点,停止点2表示Sin摆焊接的最低点
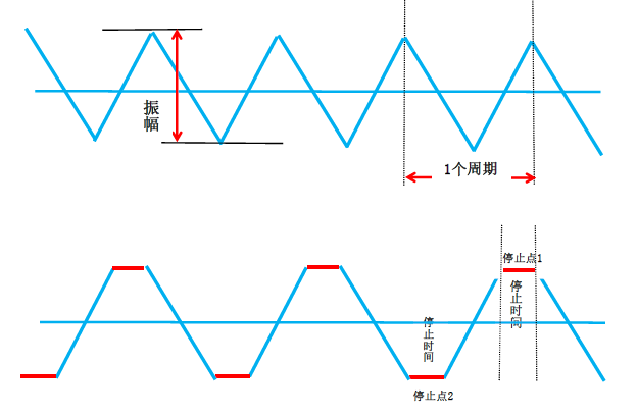
注:停止时间不是真实的时间
如果频率设置5HZ,表示机器人1S要做5个周期的Z字形摆动,这个会根据速度百分比等比例调节,并不会因为速度百分比变化导致轨迹产生变化。将停止点1设置为1s,那机器人将在停止点1直线运动5个周期,再进行摆动。
2.3仿真便捷操作
屏幕右侧有便捷操作图标
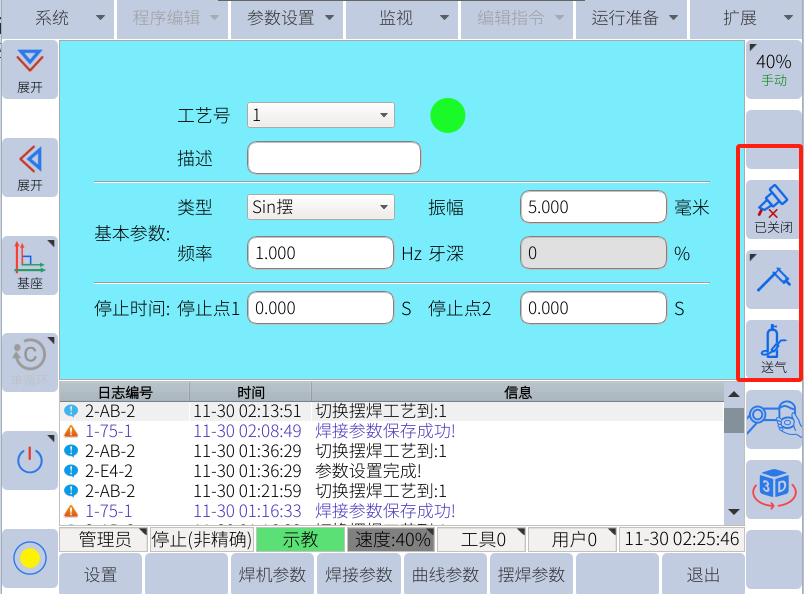
直到这个时候,焊接配置已经完成,这个时候可以点击左侧图标观察能否手动出丝,送气。

当出现“已关闭”时,表示JBI中的焊接语句均不生效。只能演示出实际的焊接路径,不能进行焊接。
该按键用于控制送丝机的正反转,以控制进丝和退丝的动作。

该按键用于手动控制送丝机送气,以达到控制检测气源的目的。
2.4 程序指令
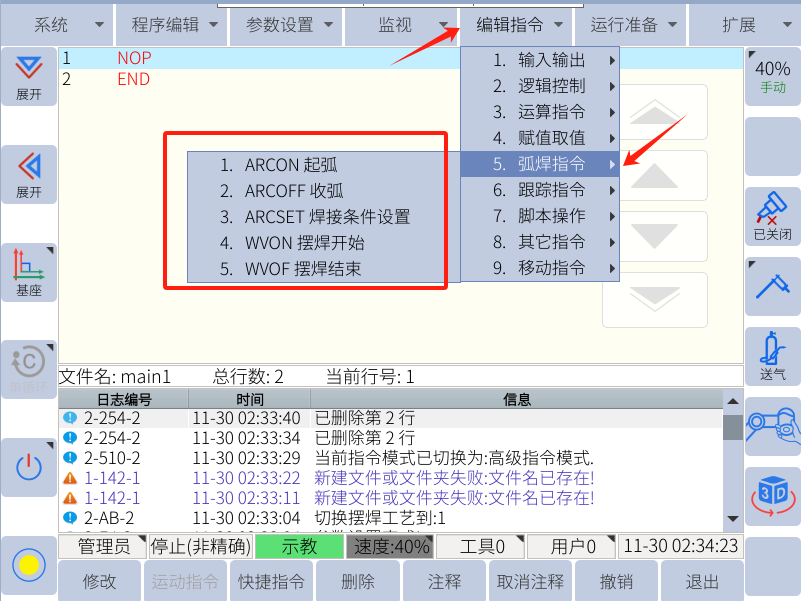
1.ARCON起弧:调用指定工艺号焊接参数中起弧的电流电压等参数。
2. ARCOFF收弧:调用指定工艺号焊接参数中收弧的电流电压等参数。
3. ARCSET焊接条件设置:可直接更改焊接的电流电压。
4. WVON摆焊开始:表示弧焊开始,Z字型摆焊的路径由指定工艺号参数中的频率和振幅决定。
5. WVOF摆焊结束:表示摆焊结束。
注: ARCSET只能在焊接过程中使用,不能在起弧指令前使用。
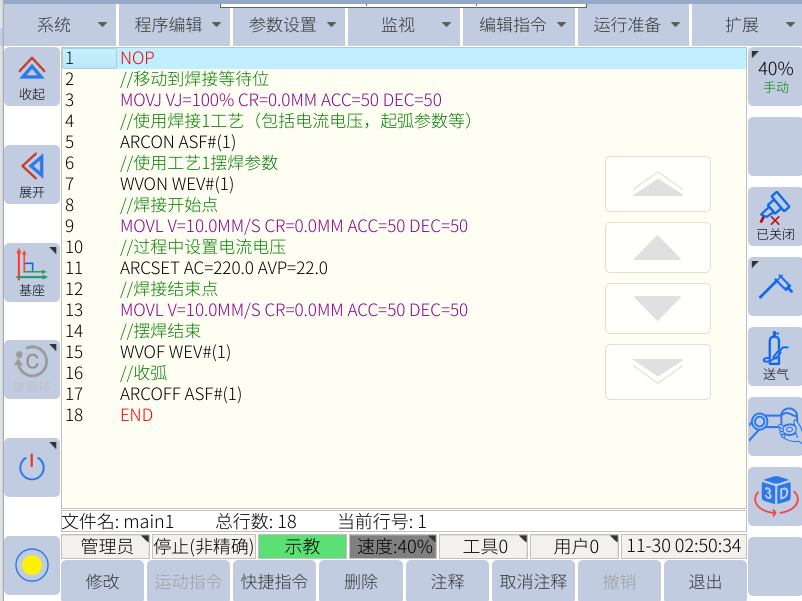
2.5 程序实例
3. 常见问题解答
3.1机器人只走轨迹不焊接
答:检查示教器右侧是否有开启焊接仿真功能
3.2 焊接开始就报起弧失败报警
答:检查是否有接入起弧反馈信号
3.3 机器人无法控制焊接电流电压
答:可以用万用表测量机器人模拟量输出端口,是否正常


























