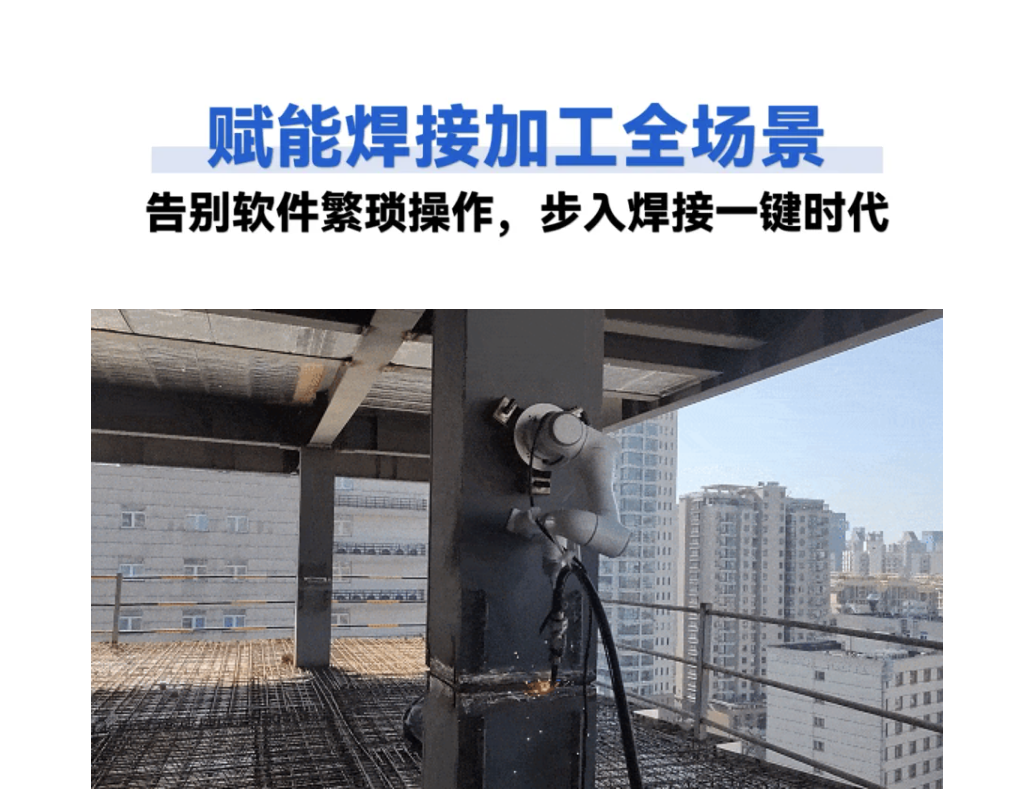
300%效率提升!看这个"AI焊工"如何把焊缝变成艺术品!
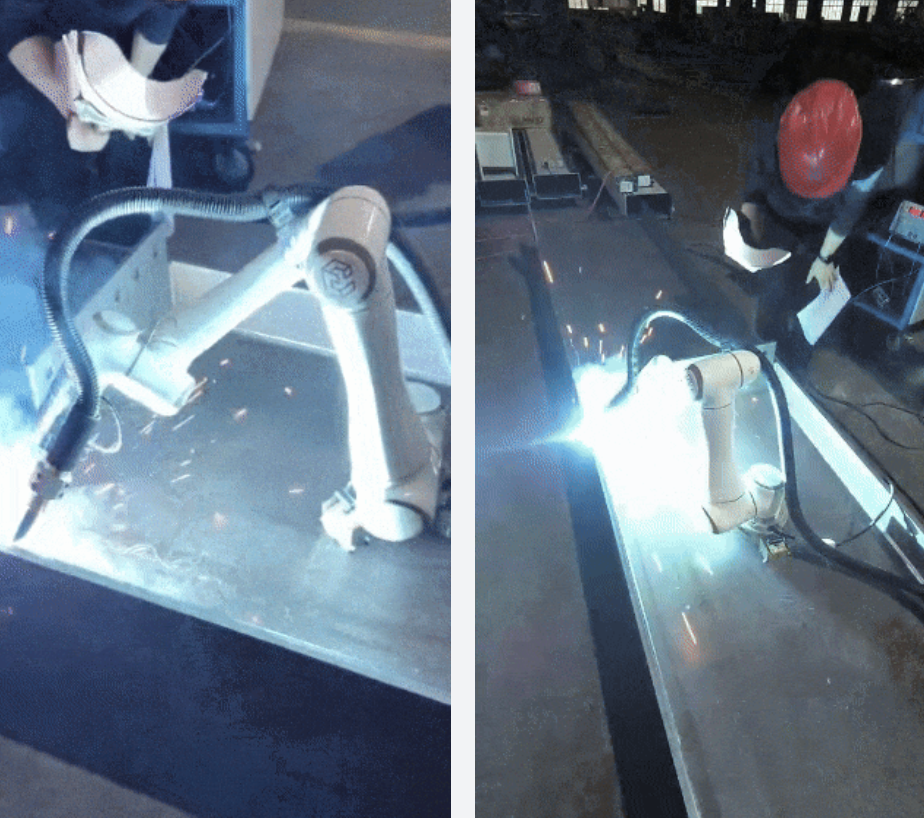
随着我国制造业不断发展,焊接的应用已渗透到工业化生产的各个领域,尤其在船舶、钢结构这种焊接现场环境恶劣的场景,烟尘、弧光、金属飞溅严重伤害工人身体健康,同时工人也需要长时间的培训与经验积累,才能达到生产工艺要求。
人工焊接痛点:
■ 传统示教型焊接机器人采用"示教-再现"模式,依赖人工手动引导焊枪轨迹并记录动作参数,形成固定程序化焊接路径,操作复杂。
■ 人工焊接合格率低,仅有80%左右,存在虚焊、假焊、漏焊等情况。
■ 人工焊接时间、质量不稳定,对员工技术要求高,产量难以控制,质量一致性差。
■ 且焊接时产生的烟雾对人体有害,焊工培养时间长,行业普遍面临招工难、用工贵、门槛高等问题。

艾利特智能焊接技术持续升级迭代,目前已大规模走入非标应用场景,极大减少对人工示教的依赖,推动全行业智能制造体系全面升级。
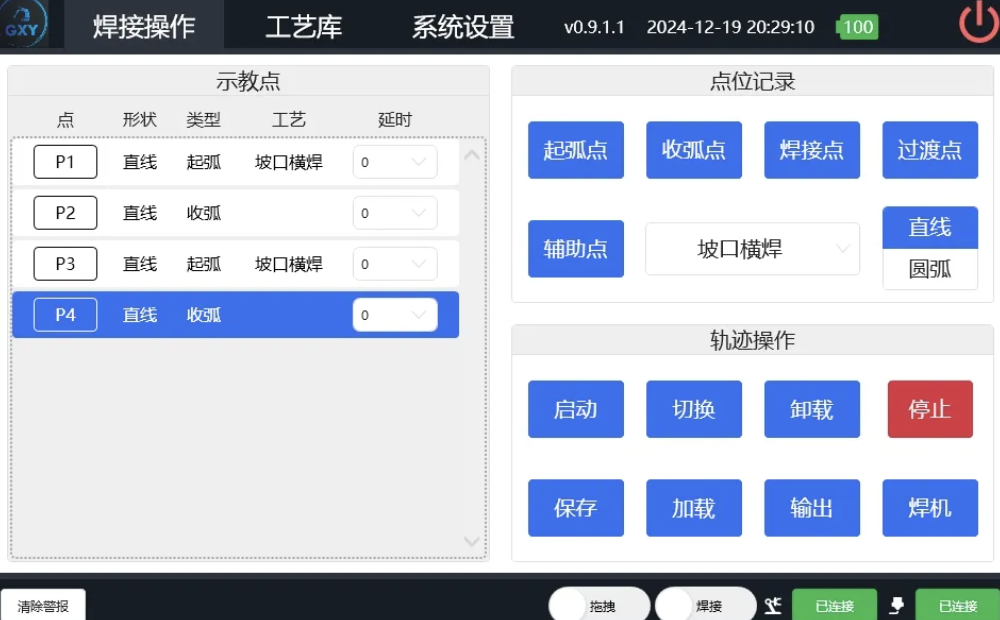
焊接工艺包功能优势:
■ 支持模拟量通讯,可适配市面主流焊机;
■ 支持四种摆弧功能,正弦、Z字摆动、椭圆摆动、月牙摆动。
■ 支持坡口焊接,多层多道焊接,平角焊、立角焊、间断焊;
■ 支持正弦、Z字摆动、椭圆摆动、月牙摆动四种摆弧功能;
■ 焊接专家工艺库,支持一键生成JBI文件,可根据板材焊缝类型自动匹配,引导式选择工艺;
■ 支持16组焊接参数和摆弧参数,可自由调用;
■ 所有焊接功能皆有SDK支持,加上图形化的界面,让二次开发快速上手;
■ 可模拟或执行真实的焊接;
■ 安全配置考虑周到,急停或发生碰撞后自动熄弧,并支持多次起弧。
当传统焊工遇上智能焊接机器人,是经验与技艺的传承更胜一筹,还是科技与效率的革新后来居上?艾利特携手生态合作伙伴联手推出的钢结构移动焊接机器人,或许能给我们答案!
1
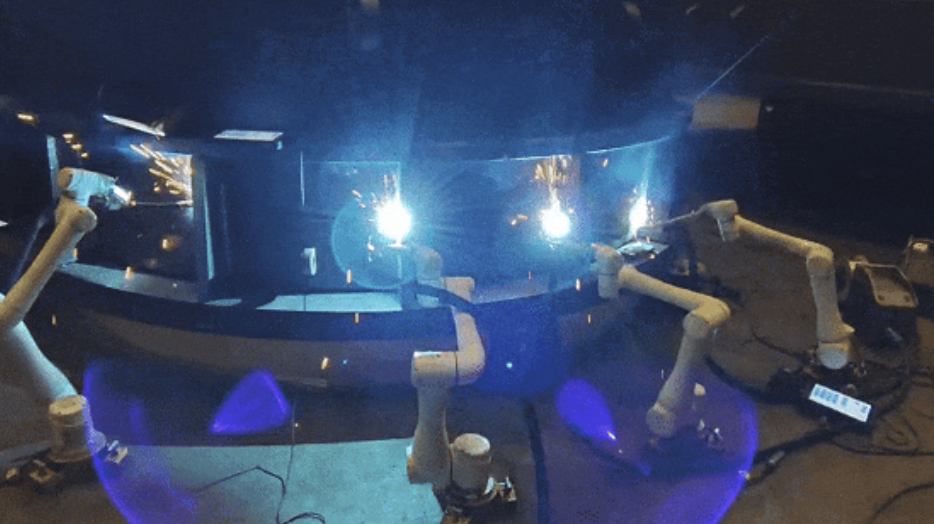
多机协同
活门工件圆弧平焊
工艺要求:
要求4台机器人同时作业,焊接过程中无人工干预自主完成整条焊缝的全熔透焊接,且无外观和内部缺陷
方案成效:
1、多机协同,有效保证了客户的焊接质量
2、无人干预焊接,也可一次交检合格标准,无需二次返工
3、飞溅小,无需打磨清理,更安全
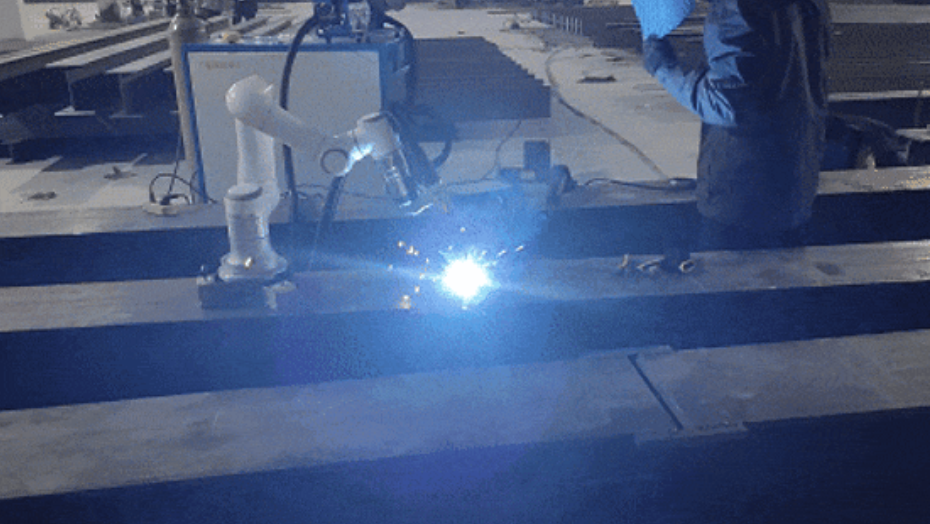
2
H型钢翼板对接
焊接类型:平焊坡口对接
工艺要求:
全熔透焊缝,盖面平整
方案成效:
1、解决了客户焊接产品外观成型不一致,不美观问题,成品焊缝均匀、平整
2、提升焊接质量稳定性,无需二次清根
3
H型钢角焊缝
焊接类型:平角焊、立角焊
工艺要求:
焊脚12mm,左右一致
方案成效:
1、焊脚大小左右一致,宽度一致,外观成型一致,焊缝美观
2、解决了全人工或机器人示教条件下焊工经验要求高、劳动强度大、质量控制难等现实问题
4
发电机顶盖
焊接类型:立焊坡口

工艺要求:
1、全熔透单边立焊坡口,20mm焊脚
2、4层填充,2层盖面,6层13道
3、机器人需部署灵活,体积小巧
方案成效:
1、轻量化设计,可在狭小空间作业,支持磁吸,可实现全场景全位置焊接
2、稳定性强,可24小时连续作业
3、支持多层多道焊,一键操作
5
底环拼接
焊接类型:平焊坡口

工艺要求:
1、焊接工件具有大尺度、大厚度、高强度、焊道数量多及结构分布复杂等特征
2、全熔透、焊缝单道宽度小于20mm
方案成效:
1、焊接速度可大幅提升,有效提高生产效率
2、焊层数量减少,可节省大量填充材料,有效降低材料变形率
6
导叶支堆
焊接类型:圆弧加直线坡口横焊

工艺要求:
1、一级全熔透焊缝,无外观和内部缺陷
2、焊脚20mm
方案成效:
1、坡口自适应焊接,可自动生成多层多道焊
2、焊接效率高,焊缝牢固,外观成型一致,无需后期处理
7
冲压机支撑腿
焊接类型:单边平焊坡口

工艺要求:
全熔透,焊脚10mm
方案成效:
1、焊接速度快,外观成型一致,工艺的准确可重复性高
2、解决了加工成形和组装尺寸变化大,焊缝坡口尺寸误差大、轨迹重复性差、构件拘束应力严重等问题
8
H型钢下翼板焊接
焊接类型:横焊坡口
工艺要求:
1、焊接H型钢的下翼缘板拼焊接,焊脚15mm
2、无外部缺陷
方案成效:
1、焊缝尺寸符合要求
2、避免了焊缝外形高低不平、焊道宽窄不齐、焊缝余高过大或过小、焊缝宽度太宽或太窄、焊缝和母材之间的过渡不平滑等问题
9
氧化皮的处理
机器人可停机设置
工艺要求:
无需人工干预,可以设置机器人停留时间
方案成效:
1、解决焊接完成后人工干预清理氧化皮的问题
2、更好地实现了人机协作
艾利特钢结构移动焊接机器人,不做冷冰冰的机器,而是懂工艺的“数字焊工”。目前,艾利特钢结构移动焊接机器人,已广泛应用于重工装备行业的钢结构焊接,服务众多央企及大中型国企,地域覆盖广,并在新能源、汽车、钢构厂等领域加速渗透。
版权声明:本文内容由网络用户投稿,版权归原作者所有,本站不拥有其著作权,亦不承担相应法律责任。如果您发现本站中有涉嫌抄袭或描述失实的内容,请联系我们jiasou666@gmail.com 处理,核实后本网站将在24小时内删除侵权内容。
相关文章